
An incident took place last year in Canada where an ammonia leak lead to death of 3 people whom where working on an ammonia refrigeration system that had a history of deficiencies. The report of the investigation was just released. InvestigationReport-Fernie Accident
A hazard analysis of the system should have identified, evaluated, and controlled many of the hazards and risks associated with the facility. Did they ever consider the age of the system? Did they ever consider the number of affected people? Did they ever consider the operating history? Did they ever consider the mechanical integrity and condition of the equipment in the system? Could of an implemented process safety program prevented this accident?
Under the PSM/RMP standard we should consider the following: If an company continues to operate a deficient equipment/systems it must take interim measures per mechanical integrity to assure safe operations and it must also resolve the findings/recommendations of the hazard analysis related to the identified deficiency. When a facility identifies a deficiency in equipment/systems and does not correct it before further use, the company must assure the following;
- That all recommendations are resolved in a timely manner and that they are documented
- The company has documented what actions are to be taken to resolve and assure safe operations until they can be resolved
- Complete all actions as soon as possible
- The company has developed a written schedule describing when corrective actions
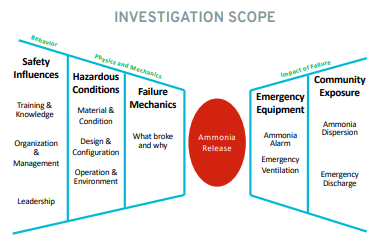
The following is details in regards to the day of the accident.
- Ammonia was detected to have leaked into the curling brine system
during the 2016/2017 operating season at the Fernie Memorial
Arena. Examination of the curling brine chiller after the incident
identified the source of the leak as a carbon-steel tube failure within
the curling system brine chiller. The failed tube showed evidence of
corrosion pitting along the inner tube walls with accelerated pitting
on an electric resistance weld line due to weld line fusion defects. A
corrosion penetration occurred at a weld location resulting in a hole
measuring approximately 2.2 mm x 0.2 mm with potential adjacent
smaller holes along the same weld line. - The potential for corrosion in this type of system results from the
chemical reactions between the calcium chloride brine solution and
the carbon steel welded tubes. Brine systems of this type are also
subject to periodic air ingress that can promote corrosion. Removal
of this trapped air from the system is part of regular operation and
maintenance. Evidence indicates that a corrosion inhibitor (brinehib)
was being added periodically to the brine solution to slow the
corrosion process within the system. - Corrosion penetration is one type of wear-out failure risk that
that can increase with the length of service or age of equipment
and become accelerated at some defect areas. Vessels in similar
service conditions are generally considered to have a useful life of
20-25 years, although there are many factors that influence how
long a vessel might remain serviceable. The curling chiller was
manufactured 31 years prior to its failure in 2017. The investigation
did not discover documentation indicating the exact date the chiller
was put into active service at the facility. - Detection of a curling chiller ammonia leak during the 2016/17
operating season first occurred during seasonal shutdown in April/
May of 2017. The curling system remained shut down through the
summer months and was re-started on October 16, 2017. Hours
after starting the curling system, ammonia that leaked into the brine
began to accumulate into the mechanical room through the brine
expansion tank. At 3:53 a.m. on October 17, 2017, an ammonia alarm
was triggered within the mechanical room when a concentration
of 100 ppm was detected. Brine had also leaked into the ammonia
system and was detected in the compressor oil. - In response to the ammonia leak, the brine expansion tank and
curling chiller were isolated. This isolation impeded brine expansion
while isolating liquid ammonia within the leaking chiller. The brine
system was shut down and valves were closed at the pump, inhibiting
absorption of the leaking ammonia throughout the entire brine
system volume. In response to the brine leaking into the ammonia
system, a service call was arranged for a mechanic to perform an oil
change that morning. - As ammonia continued to leak into the brine, the brine nearest the
leak likely reached ammonia saturation concentrations. The likely
effects within the brine system near and within the chiller were:• an ammonia saturated volume of brine;
• a temperature increase;
• a pressure rise within the brine system and chiller; and
• a displaced volume of brine from ammonia being added to the
saturated solution. - A brine system pipe segment near the curling chiller was joined at
two locations by pipe couplings. These joints were not supported to
resist movement from pipe loading due to pressure or mechanical
forces. The rising pressure within the brine system eventually
exceeded the strength of the joint and one of the coupling
joints separated. - Once the coupling separated, the brine system piping suddenly
depressurized and the ammonia within the solution and piping
rapidly expanded. The contents of the pipe were propelled out by
the rapidly expanding ammonia. The released ammonia quickly
expanded within the room, reaching estimated concentrations
above 20,000 ppm within the mechanical room